




兵庫の木村化工機が環境技術で大きな受賞を達成!
兵庫の木村化工機が受賞した環境技術
兵庫県の尼崎市に本社を置く木村化工機株式会社が、最近開催された第51回優秀環境装置表彰において、資源エネルギー庁長官賞を受賞したことが報じられました。この素晴らしい成果は、同社が開発した『省エネ型ヒートポンプ式アンモニア回収装置』により達成されたものです。
省エネ型ヒートポンプ式アンモニア回収装置とは
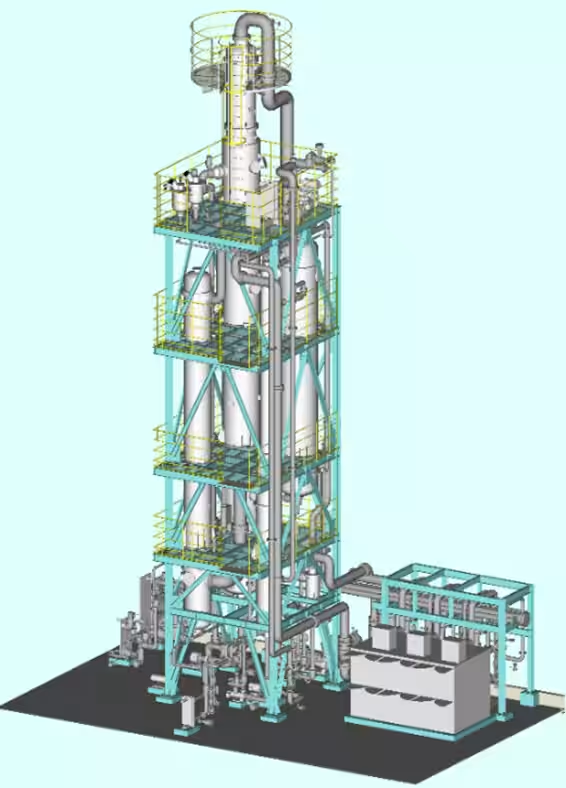
この装置は、化学工場、食品加工、半導体製造などで発生するアンモニアを含む排水を処理し、再利用できるようにするために設計されています。装置は、第一・第二蒸留塔や各種コンデンサー、リボイラなどのシステムから成り立っており、高度な熱回収技術を駆使しあらゆるプロセスを通じて効率的にアンモニアを回収します。流れとしては、まず排水が予熱され、第一蒸留塔に供給、その後、発生したアンモニア蒸気は熱回収コンデンサーで凝縮され、精製が行われます。最終的に、濃縮された25wt%のアンモニア水として回収されるのです。
特筆すべきは、従来のスチームストリッピング法を用いずに、ヒートポンプを使用することでエネルギー効率を大幅に向上させている点です。その結果、一次エネルギー投入量が約81%、さらにはCO2排出量を約83%も削減することが実現しています。
環境への影響と将来性
現在、アンモニアは基礎化学品として幅広く利用されていますが、工場の排水に大きく関与しているため、効率的な回収が求められています。国内外での生産量は年々増加しており、今後の環境基準の強化や2060年カーボンニュートラル達成に向けた動きにより、本装置の重要性はさらに高まるでしょう。
特に、環境意識が高まる中で、従来の非効率な処理方法からのシフトが進むことが見込まれます。回収されたアンモニアは、脱炭素燃料や水素キャリアとしても活用が期待されており、ますますの需要が見込まれています。
さらに、化学・食品・半導体業界に限らず、エンジニアリング会社や商社への普及も進むと考えられ、装置の高性能化や低コスト化が進展することが期待されます。これにより、持続可能な社会の実現に貢献できるでしょう。
木村化工機の企業理念
木村化工機株式会社は、1924年に設立され、資源循環と低環境負荷エネルギーの供給を通じて、製造業の持続可能性に貢献している企業です。同社は、省エネ技術とCO2排出削減の分野で業界のリーダーとしての地位を築いてきました。
兵庫県の企業が、環境技術の進化に貢献し、未来の持続可能な社会を形成するための重要な一歩を踏み出したことを心より称賛します。木村化工機の今後の展開にも、引き続き注目していきたいです。

トピックス(その他)





【記事の利用について】
タイトルと記事文章は、記事のあるページにリンクを張っていただければ、無料で利用できます。
※画像は、利用できませんのでご注意ください。
【リンクついて】
リンクフリーです。