



木村化工機が省エネ大賞を受賞 画期的なアンモニア回収装置の開発
省エネ大賞受賞のアンモニア回収装置
木村化工機株式会社がコベルコ・コンプレッサ株式会社と共同で開発した「省エネ型ヒートポンプ式アンモニア回収装置」が、2024年度の省エネ大賞製品・ビジネスモデル部門で省エネルギーセンター会長賞を受賞しました。この受賞は、当社にとって3度目の栄誉であり、過去には「メタノール蒸留工程における省エネルギーの取り組み」や「省エネ型ヒートポンプ式低温蒸発装置」においても高く評価されています。
本製品の特長と技術
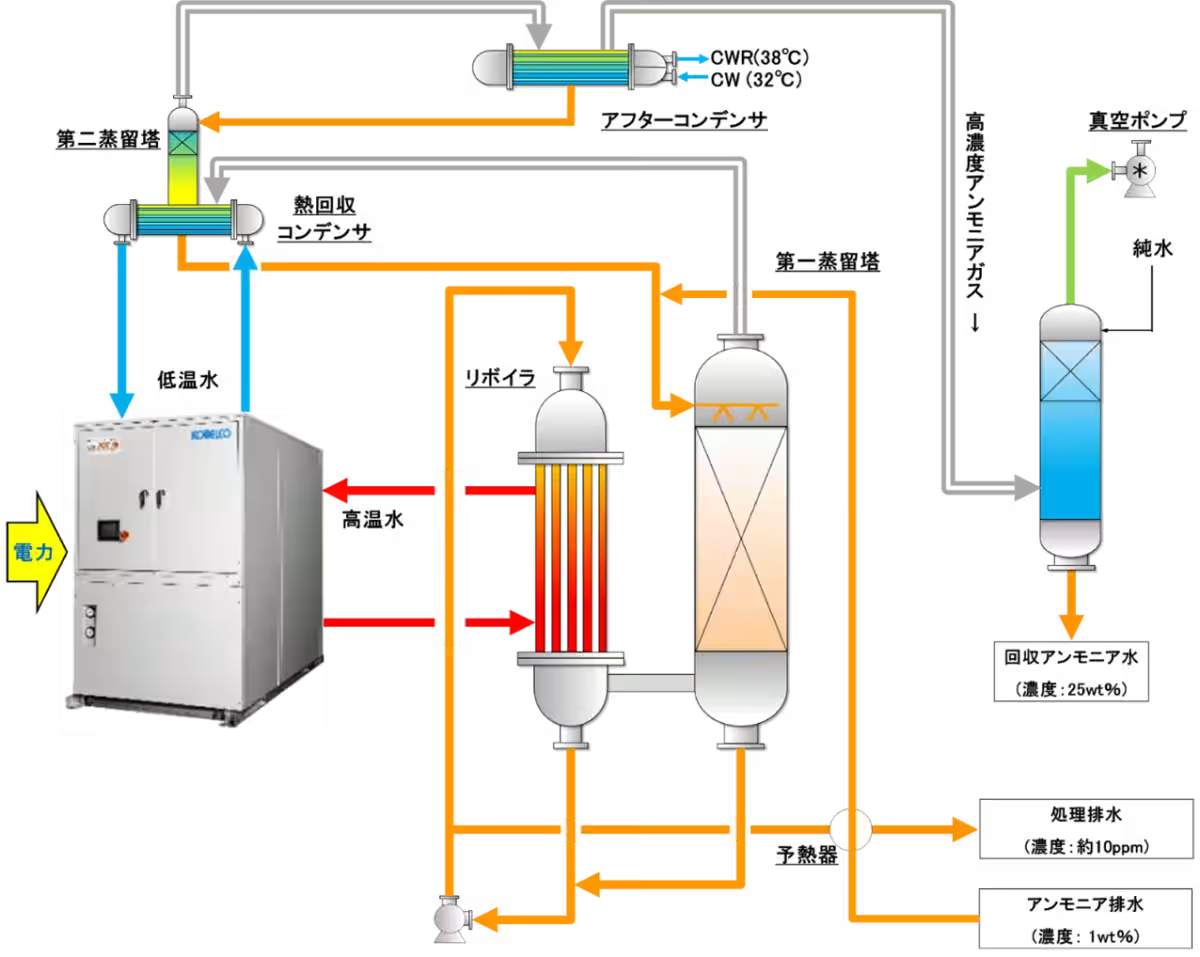
本装置は従来の蒸気を用いる蒸留法に比べ、一次エネルギー使用量が約80%削減される画期的な技術です。これにより、CO2排出量も同じく約80%削減できるため、環境への配慮が求められる昨今において、その意義は非常に大きいと言えます。
1. 熱回収システムの導入
この装置では、蒸留プロセスに熱回収コンデンサを組み込むことにより、熱源から得られる余剰熱を再利用し、効率的なエネルギー運用を実現しました。また、第二蒸留塔の導入により、蒸留効率がさらに向上し、リボイラを使うことなく余剰熱のみで稼働する仕組みを確立しました。
2. 高加熱COPヒートポンプの開発
木村化工機とコベルコ・コンプレッサが共同開発した「HEM-HR95-GN」型ヒートポンプは、低温度の熱源から最大95℃の温水を供給可能であるため、さらにエネルギー効率を向上させています。このヒートポンプは、温暖化係数が1以下の冷媒を使用しており、環境負荷を極力抑えています。
環境への影響と企業の志
本製品は、2050年のカーボンニュートラルを目指す中で、低炭素社会の実現に向けた重要な一歩とされています。廃水からのCO2削減率は83.5%に達し、業界における先駆的な存在となっています。
木村化工機株式会社は、資源循環や省エネルギー技術に関心を持ちながら、エネルギー分野での持続可能な未来を実現すべく、今後も技術革新に努めていく所存です。エネルギー効率化を進めることで、製造業界の環境負荷を低減し、持続可能な社会を築くための貢献を続けていきたいと考えています。
まとめ
エネルギー効率が求められる時代、木村化工機の開発した省エネ型ヒートポンプ式アンモニア回収装置の受賞は、業界に新たな希望をもたらしました。省エネ技術の進展を通じて、これからも持続可能な未来へ向けた取り組みが求められています。受賞を契機に更なる技術革新が期待されるでしょう。


トピックス(その他)





【記事の利用について】
タイトルと記事文章は、記事のあるページにリンクを張っていただければ、無料で利用できます。
※画像は、利用できませんのでご注意ください。
【リンクついて】
リンクフリーです。