



木村化工機が省エネ大賞で最高賞を受賞、革新的な装置の評価
木村化工機の革新技術が未来を変える
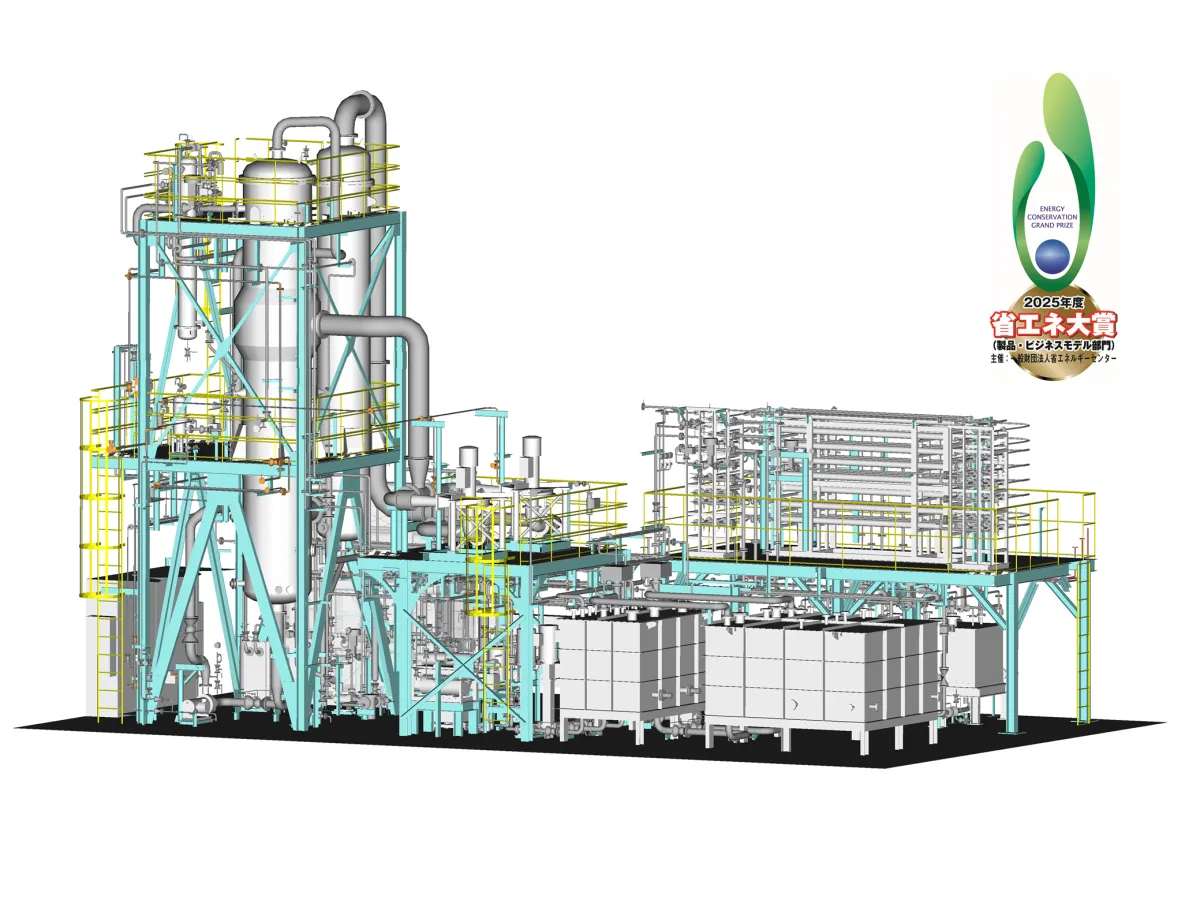
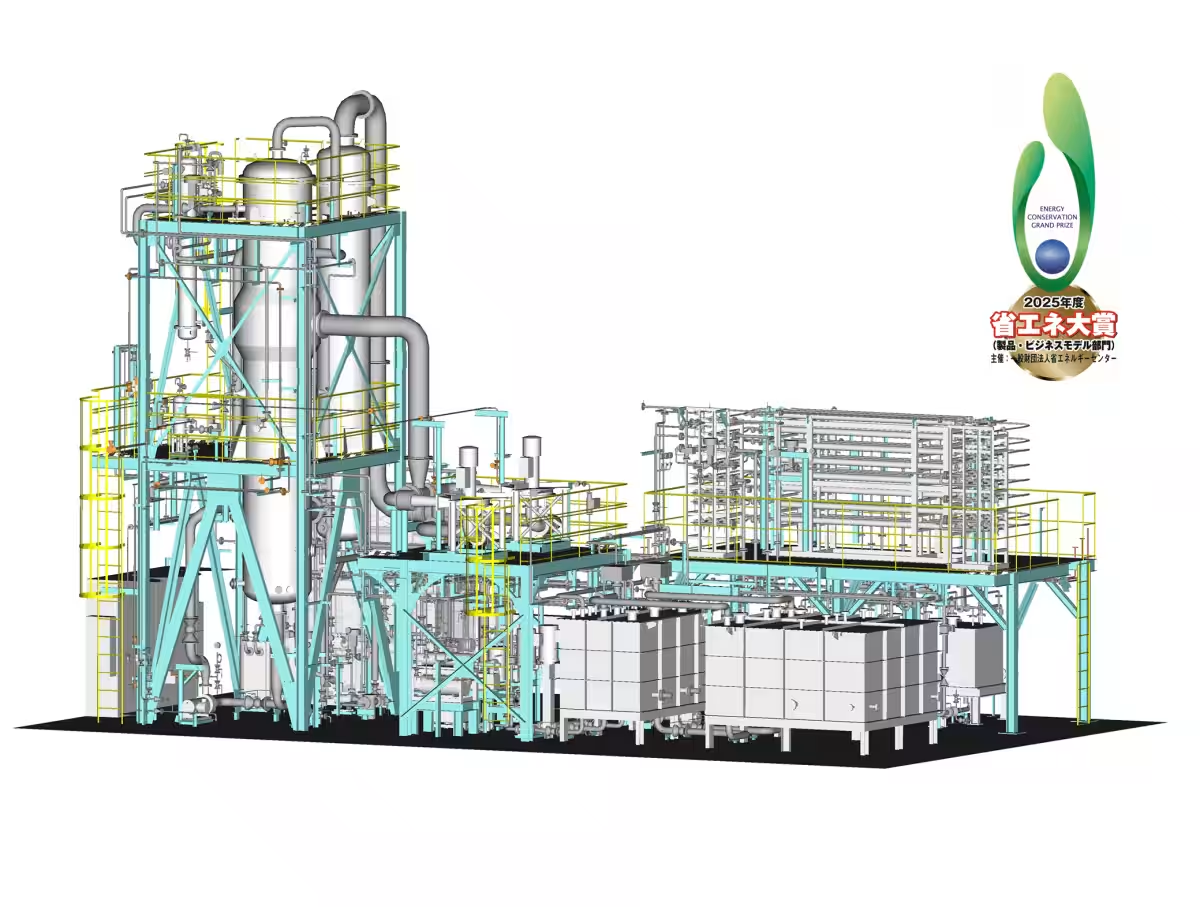
2025年度の省エネ大賞において、木村化工機株式会社が開発した『ROMVR式高沸点溶剤回収装置』が、見事に経済産業大臣賞を受賞しました。これは木村化工機と日東電工との共同開発によるもので、今回で3年連続、通算4回目の受賞になります。特に、環境問題への貢献と高い省エネ性が評価されており、業界に新たな風を吹き込む存在となっています。
本装置の誕生の背景
高沸点溶剤は、様々な製造工程でシャオリャンされる重要な物質ですが、洗浄や乾燥の過程で廃棄されてしまうことが多いのが現実です。現在、これらの廃棄物は産業廃棄物として処理されており、リサイクルにかかるコストが非常に高いという課題があります。
木村化工機は長年、この問題に取り組み、希薄な高沸点溶剤を効率的に回収・再利用する技術の開発に注力してきました。その結果、低コストでエコな回収システムを持つ装置が誕生したのです。
本装置の技術的特長
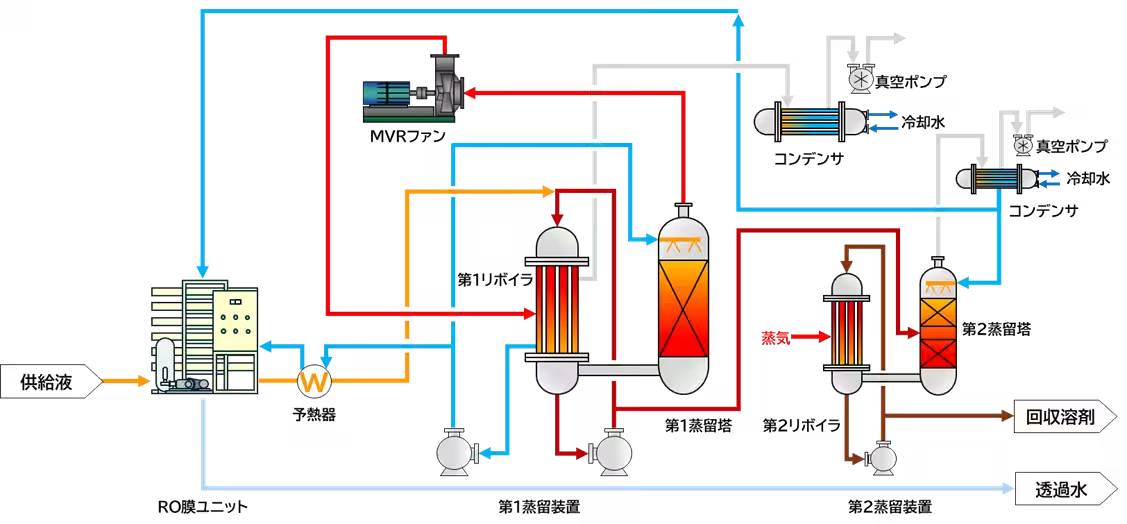
『ROMVR式高沸点溶剤回収装置』は、MVR(メカニカル・バポールリサイクル)方式を採用した蒸留装置と、RO(逆浸透膜)を組み合わせており、具体的には以下のような特長があります。
1. RO膜の効率的活用
- 水分量をRO膜で削減することで、蒸留塔のサイズを小型化し、消費エネルギーも大幅に削減。
- 凝縮水をRO膜で処理することで還流量を抑え、蒸留塔自体も低くコンパクトに設計されている。
2. 省エネ性の向上
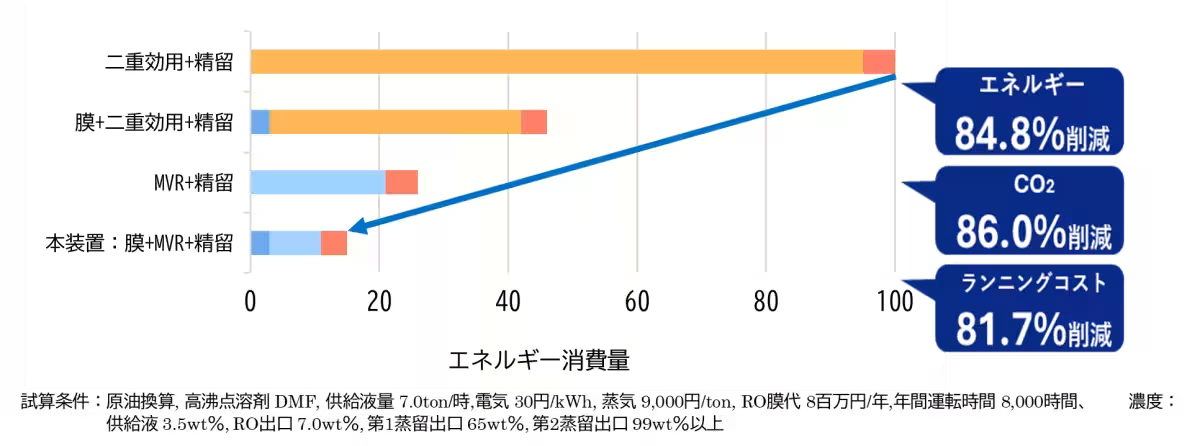
- MVR式蒸留の採用により、消費エネルギーの削減を実現しながら、高純度の溶剤回収を実現しています。
具体的な省エネ効果
本装置は、従来の蒸気式蒸留装置と比較して、原油換算で84.8%のエネルギーを節約し、CO2排出量も86.0%削減しました。そして、ランニングコストに至っては81.7%も減少するという目覚ましい結果を出しています。これは業界新記録とも言える成果であり、経済的にも環境的にも大きなインパクトをもたらします。
木村化工機のビジョン
木村化工機株式会社は、1924年の創業以来、持続可能な社会や環境負荷の低減を目指してきました。エンジニアリング分野での幅広い事業を展開し、業界最高クラスの技術力を誇ります。
本社は兵庫県尼崎市に位置し、代表の小林康眞氏を中心に、さらなる技術革新を目指しています。
まとめ
『ROMVR式高沸点溶剤回収装置』の受賞は、単に一企業の成功にとどまらず、持続可能な社会への道を拓く大きな一歩となりました。このような技術が広がることで、未来の環境問題解決に寄与することが期待されます。
トピックス(その他)





【記事の利用について】
タイトルと記事文章は、記事のあるページにリンクを張っていただければ、無料で利用できます。
※画像は、利用できませんのでご注意ください。
【リンクついて】
リンクフリーです。